
Page 36 - Demo
P. 36
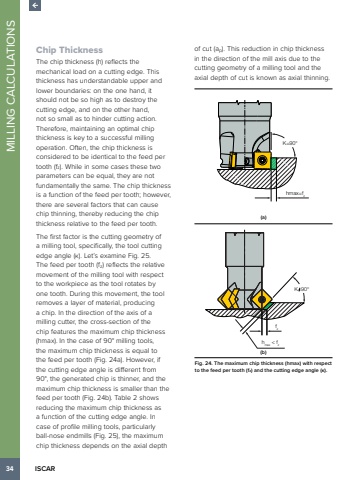
34 ISCAR MILLING CALCULATIONSChip ThicknessThe chip thickness (h) reflects the mechanical load on a cutting edge. This thickness has understandable upper and lower boundaries: on the one hand, it should not be so high as to destroy the cutting edge, and on the other hand, not so small as to hinder cutting action. Therefore, maintaining an optimal chip thickness is key to a successful milling operation. Often, the chip thickness is considered to be identical to the feed per tooth (fz). While in some cases these two parameters can be equal, they are not fundamentally the same. The chip thickness is a function of the feed per tooth; however, there are several factors that can cause chip thinning, thereby reducing the chip thickness relative to the feed per tooth.The first factor is the cutting geometry of a milling tool, specifically, the tool cutting edge angle (%u03ba). Let%u2019s examine Fig. 25. The feed per tooth (fz) reflects the relative movement of the milling tool with respect to the workpiece as the tool rotates by one tooth. During this movement, the tool removes a layer of material, producing a chip. In the direction of the axis of a milling cutter, the cross-section of the chip features the maximum chip thickness (hmax). In the case of 90%u00b0 milling tools, the maximum chip thickness is equal to the feed per tooth (Fig. 24a). However, if the cutting edge angle is different from 90%u00b0, the generated chip is thinner, and the maximum chip thickness is smaller than the feed per tooth (Fig. 24b). Table 2 shows reducing the maximum chip thickness as a function of the cutting edge angle. In case of profile milling tools, particularly ball-nose endmills (Fig. 25), the maximum chip thickness depends on the axial depth of cut (ap). This reduction in chip thickness in the direction of the mill axis due to the cutting geometry of a milling tool and the axial depth of cut is known as axial thinning.hmax=fzK=90%u00b0(a)hmax < fzfzK=90%u00b0(b)Fig. 24. The maximum chip thickness (hmax) with respect to the feed per tooth (fz) and the cutting edge angle (%u03ba).
